










Svařování s oscilací laserového svazku – trend v automobilovém průmyslu
Věda, výzkum a inovace patří k sobě a společně čelí velkým výzvám, které posouvají pokrok kupředu. Ne jinak je to například i v automobilovém průmyslu, kde s rostoucími požadavky na minimalizaci emisí výfukových plynů je současně kladen důraz na konstrukci vozidla s nižší spotřebou pohonných hmot.
Při návrzích nových modelů, které mají v dnešní době splňovat přísná kritéria, je důležité zohlednit několik aspektů, které jdou ruku v ruce. K dosažení nižší spotřeby přispívá redukce hmotnosti karoserie vozu. Té může být dosaženo například používáním plechů menších tlouštěk vyrobených z ocelí vyšší pevnosti a jejich vhodným kombinováním.
Při produkci dílů tvořených více druhy tenkých plechů odlišných tlouštěk či chemického složení, je vhodné použít svařování laserem. Jde o náročnou na přípravu ale ve výsledku efektivní metodu! Laserové svařování vyžaduje precizní přípravu hran svařovaných komponent a jejich správné upnutí, aby v průběhu svařování nedocházelo k rozšíření mezery mezi svařovanými díly vlivem deformací indukovaných vnášeným teplem. To by mělo za následek vznik svarových vad nebo dokonce nespojení požadovaných dílů. Ani při zajištění těchto podmínek nemusí mít svary optimální vlastnosti, a to zejména při svařování plechů odlišných tlouštěk. Přítomnost geometrických vrubů je často označována za hlavní příčinu poklesu životnosti svarových spojů při únavovém namáhání.
„V našem výzkumu se zabýváme moderní technologií laserového svařování s oscilací svazku, kdy laserový svazek opisuje zvolený Lissajousův obrazec (oscilační mód). Tento jeho pohyb se sčítá s posuvným pohybem svařovací hlavy, který definuje trajektorií svařování. Tato technologie vede k širší tavné lázni, a tedy nižší citlivosti na přípravu svařovaných ploch, ale především nám umožňuje řídit distribuci tepla dodávaného tavné lázni. Při konstantním výkonu laseru jsme testovali několik oscilačních módů s odlišnými průběhy lokálně vnášeného tepla a polohami maxim hustoty výkonu a zkoumali jejich vliv na geometrii, mikrostrukturu a mechanické vlastnosti svarů“ říká Libor Mrňa, vedoucí vědeckého týmu Laserových technologií, oddělení Koherenční optiky, Ústavu přístrojové techniky AV ČR.
Na výzkumu tým spolupracuje s dalšími kolegy z Akademie věd ČR, konkrétně s Michalem Jamborem, vedoucím vědecké skupiny Vysokocyklové únavy, Ústavu fyziky materiálu AV ČR.
„Svary provedené s oscilací svazku dosáhly při stejné pevnosti a hlubokotažnosti významně lepších únavových vlastností ve srovnání s konvenčními laserovými svary, a to i v případě přítomnosti geometrických defektů v oblasti kořene svaru. Prokázali jsme, že použití oscilačních módů, při nichž nedochází k významným fluktuacím lokálně vnášeného tepla, vede k redukci kořenových vrubů svarů. Současně ale demonstrujeme i skutečnost, že přítomnost vrubu nemusí být pro únavové vlastnosti rozhodující a může být kompenzována příznivější mikrostrukturou či distribucí zbytkových napětí, které jsou definovány často velmi složitými teplotními cykly, které svarový kov a tepelně ovlivněná oblast při svařování s oscilací svazku absolvují. Poukazujeme tak i na komplexnost dané problematiky, neboť každá změna v technologickém postupu svařování může indukovat obtížně predikovatelné změny únavových vlastností svarových spojů.“ Dodává Hana Šebestová, hlavní autorka článku a zároveň členka vědeckého týmu Laserových technologií.
Odkaz na článek „Laser beam oscillation welding for fatigue properties enhancement of tailor-welded blanks“, který publikoval prestižní časopis Thin-Walled Structures
Autoři článku jsou: Hana Šebestováa, Michal Jamborb, Petr Horníka, Jan Novotnýa, Libor Mrňaa
aÚstavu přístrojové techniky AV ČR, Královopolská 147, Brno
bÚstav fyziky materiálu AV ČR, Žižkova 22, Brno
Časopis Thin-Walled Structures s IF 6,4 a JIF percentilem 93,8 v oboru Strojírenství (Mechanical Engineering) patří mezi top 10 % nejprestižnějších v daném oboru.
Popis k obrázku:
Laserový svazek je dynamicky vychylován pomocí dvou zrcadel a po průchodu fokusační čočkou opisuje na povrchu svařovaného materiálu zvolený obrazec (zde pro názornost kruh). Pohyb svazku se sčítá s posuvným pohybem svařovací hlavy, který definuje trajektorií svařování, a vzniká výsledná trajektorie svazku.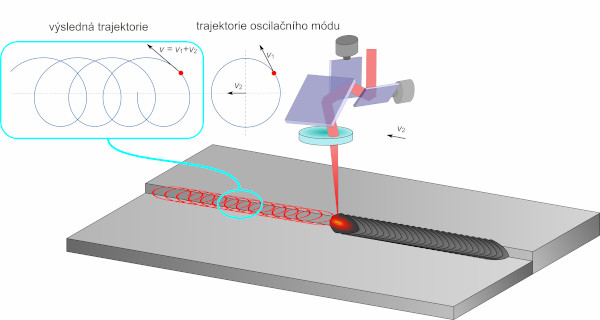
Více informací: Ing. Mgr. Hana Šebestová, Ph.D.
Ústav přístrojové techniky AV ČR
sebestova@isibrno.cz
+420 541 514 338